Your carbide tools fail unexpectedly on tough materials, leading to costly downtime. The secret to high-performance tools lies in three critical manufacturing stages that most suppliers overlook.
Making high-performance cemented carbide goes beyond basic powder metallurgy.1 The key methods involve mastering three critical areas: achieving perfect carbon balance during Sinter-HIP2, applying advanced coatings with superior adhesion, and precise edge preparation (honing). These steps define a tool's ability to machine titanium and hardened steel.
Many people in this industry believe that all carbide is made the same way. From my 15 years of experience, I can tell you this is a costly mistake. The real difference between a standard tool that fails and a high-performance one that excels is found in what I call the "Triple Filters" of manufacturing. These are the micro-battlefields where tool quality is truly decided. Let’s dive into these critical stages to understand what separates the best from the rest.
Why is carbon balance so critical during sintering?
You see unexplained brittleness or chipping in your carbide tools. This inconsistency ruins jobs and makes you question your tool supplier's quality control. The root cause is often a tiny imbalance in carbon.
Precise carbon balance during sintering is crucial because it prevents brittle phases. A tiny 0.05% deviation can cause decarburization (η-phase) or carburization (free carbon).3 We use Sinter-HIP (Overpressure Sintering) to achieve full density, ensuring the tool's core toughness and impact resistance.
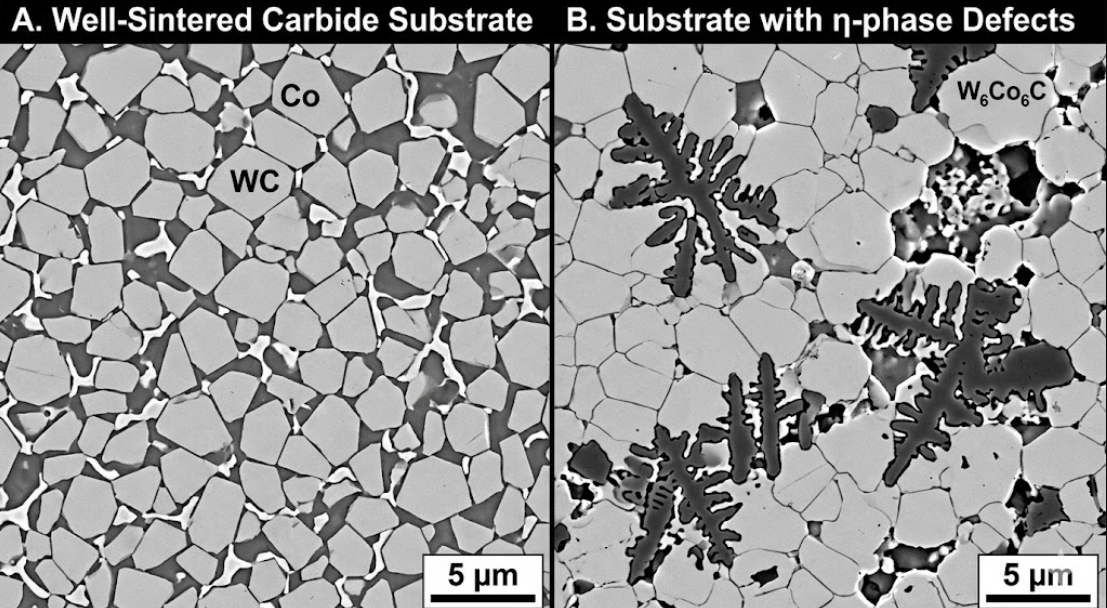
Sintering is far more than just baking a mix of powders in a furnace. I think of it as a precise metabolic control of carbon. The entire structural integrity of the final tool depends on getting this step perfect. Even a tiny deviation of just 0.05% in carbon content can trigger disastrous results. If there's too little carbon, you get decarburization, which creates a brittle structure called the η-phase4. If there's too much, you get free carbon, which also weakens the tool5. Both lead to premature failure. This is why we rely on the Sinter-HIP (Hot Isostatic Pressing) process6. It uses overpressure during sintering to eliminate any internal porosity and achieve complete metallurgical density. This process ensures the tool has the impact toughness needed to survive intense machining forces7. It’s the tool’s first and most important line of defense.
| Carbon Content | Resulting Phase | Impact on Tool |
|---|---|---|
| Optimal | Perfect WC-Co Structure | High toughness and wear resistance |
| Too Low (-0.05%) | Brittle η-Phase | Prone to chipping, catastrophic failure |
| Too High (+0.05%) | Free Carbon Graphite | Reduced hardness and strength |
How is a coating more than just a shell on the tool?
You have two tools with the same "AlTiN" coating, but one lasts twice as long. This makes tool selection a gamble, costing you time and money. The secret is the bond between the coating and the tool.
A coating is more than a shell; it's a functional layer that must chemically bond with the tool's substrate. For materials like Inconel, the PVD/CVD coating8's chemical stability and adhesion under extreme heat determine its lifespan9. This is why not all coatings are created equal.
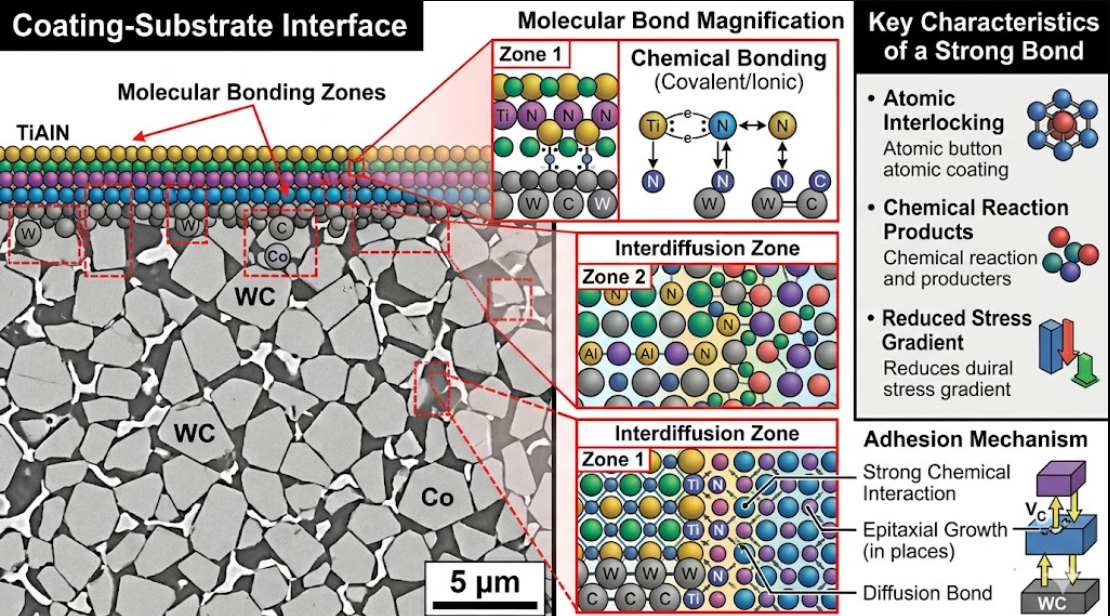
For challenging aerospace materials, a coating isn't just a simple layer of paint. I call it a "chemical handshake" with the substrate. The adhesion force and chemical stability under extreme thermal loads are what really matter. This explains why two end mills, both labeled as AlTiN, can have a multi-fold difference in tool life when machining Inconel10. One coating might flake off under heat, while the other remains perfectly bonded. The difference lies in the pre-treatment of the carbide substrate, the specific recipe of the coating layers, and the precision of the application process11. At our facility, we don't just apply a generic coating. We engineer our nano-composite coatings to integrate perfectly with our ultra-fine grain substrates. This synergy is what delivers a true competitive edge, providing the flawless surface finishes our customers in the aerospace and medical sectors demand.
| Coating Feature | Standard Coating | High-Performance Coating |
|---|---|---|
| Adhesion | Simple physical layer | Strong chemical bond |
| Stability | Degrades under high heat | Maintains integrity at extreme temps |
| Performance | Inconsistent tool life | Predictable, extended tool life |
| Focus | Low cost | Process optimization |
Why isn't the sharpest cutting edge always the best?
Your brand-new, sharp end mills chip almost immediately on hardened steel. You assume the tool is defective, but the real problem is the razor-sharp edge itself. The solution is precise edge preparation.
The sharpest edge is not always best for hard materials.12 Under a microscope, an untreated sharp edge is jagged and weak, leading to micro-chipping. Precise honing, or micro-geometric reshaping, strengthens the cutting edge, preventing premature failure and dramatically increasing tool life in high-hardness cutting.
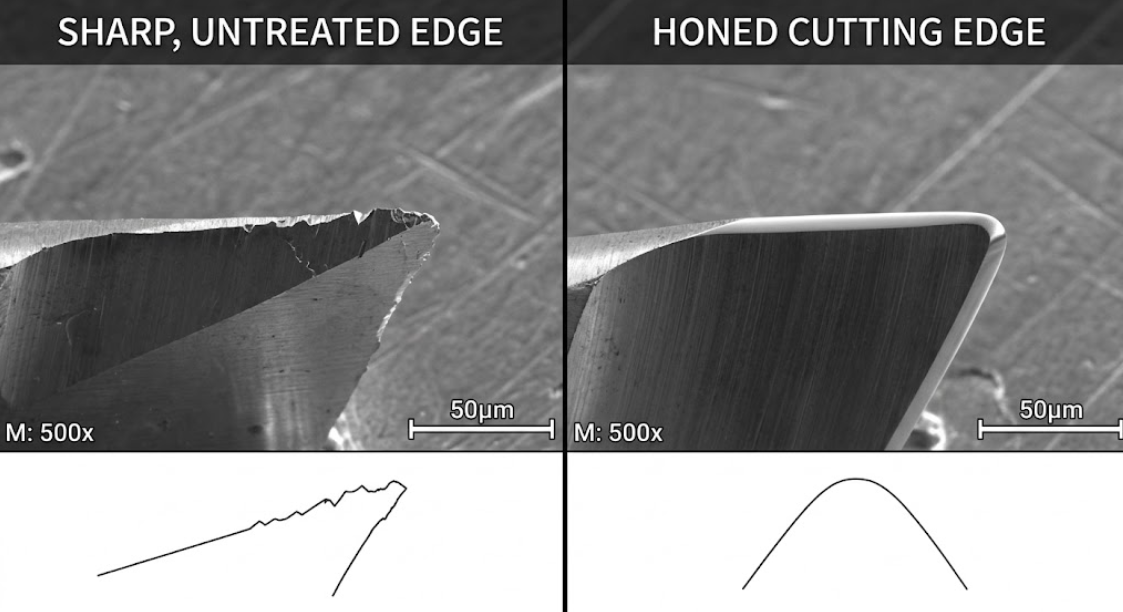
One of the biggest misconceptions in manufacturing is that a sharper edge is always better. For machining hardened steel over HRC 65, this is a fatal assumption. If you look at an untreated sharp edge under a microscope, it looks like a serrated knife—it's jagged and extremely fragile. When that edge hits hardened steel, those tiny imperfections fracture immediately, causing micro-chipping and rapid tool failure. This is where the geometric magic of edge preparation, or honing, comes in. Honing applies a very small, controlled radius to the cutting edge. This micro-geometric reshaping removes the fragile peaks and strengthens the entire edge, allowing it to withstand much higher cutting forces without chipping. I remember a client who was breaking tools in minutes on an HRC 65 mold. We gave them a tool with a specific hone, and their tool life tripled instantly. This is the hidden secret to success in high-hardness machining.
| Edge Type | Description | Best Application |
|---|---|---|
| Sharp (Un-honed) | Fragile, microscopic peaks | Soft materials (e.g., aluminum) |
| Honed (Radiused) | Strengthened, stable edge | Hardened steel, titanium alloys |
How can you identify a high-quality carbide manufacturer?
Choosing a carbide supplier from hundreds of options feels overwhelming. A wrong choice means inconsistent quality, production delays, and a wasted budget. You can identify a top-tier partner by looking at a few key areas.
To identify a quality carbide manufacturer, look beyond price. Evaluate their equipment stability, like our German 5-axis CNCs. Check if they perform piece-by-piece inspection. Also, assess their grinding technology and coating capabilities, as these directly impact the final tool performance and consistency.

In places like Zhuzhou, China, known as "the hometown of hard alloy," there are hundreds of factories. So how do you tell the good from the bad? After years of leading my team, I've learned to look for a few non-negotiable signs of a premier technical partner.
Stable, High-End Equipment
The quality of a tool can never exceed the capability of the machine that makes it. If a factory uses outdated or unstable equipment, the quality of their tools will be inconsistent at best. This is why we invested in fully automated German 5-axis CNC grinding centers. They provide the foundation for precision and reliability.
Rigorous Inspection Processes
Does the manufacturer inspect every single tool, or do they just sample a few from each batch? A commitment to piece-by-piece inspection shows they are serious about quality control and will not ship substandard products.
Advanced Grinding and Coating
For the same carbide grade, the final grinding and coating make all the difference. A high-quality manufacturer sees these not as finishing steps, but as core technologies. Their expertise here directly determines the tool's performance and lifespan.
Finally, a true partner understands that working conditions matter. The same tool can perform differently depending on the machine, setup, and material. We work with our customers to optimize their process, ensuring they get the maximum value from our tools.
Conclusion
Making high-performance carbide isn't about a single secret. It's about mastering carbon balance, advanced coatings, and edge preparation. These critical details are what separate a good tool from a great one.
"Effects of Processing Parameters on the Microstructure and ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9267382/. A technical source on cemented carbide manufacturing supports that WC-Co tool performance depends on powder characteristics, compaction, liquid-phase sintering, microstructure, and subsequent processing rather than powder mixing alone. Evidence role: general_support; source type: education. Supports: High-performance cemented carbide manufacturing requires more than basic powder metallurgy.. Scope note: This would provide contextual support for the broader manufacturing claim, not proof of any specific supplier’s process superiority. ↩
"[PDF] Damage tolerance of cemented carbides under service-like conditions", https://upcommons.upc.edu/bitstream/handle/2117/105569/TJMTC1de1.pdf. Scholarly literature on WC-Co cemented carbides supports that carbon content during sintering controls phase formation, including eta phases under carbon deficiency and graphite under carbon excess. Evidence role: mechanism; source type: paper. Supports: Carbon balance during Sinter-HIP is critical to cemented carbide quality.. Scope note: The source may describe acceptable carbon windows generally rather than the exact process controls used by the article’s manufacturer. ↩
"Interplay of Carbon Content and Sintering Temperature on ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195148/. Peer-reviewed phase-equilibrium studies of WC-Co systems document that small changes in carbon content can shift sintered carbides toward eta-phase formation or graphite precipitation. Evidence role: mechanism; source type: paper. Supports: Very small carbon deviations in cemented carbide can cause eta-phase or free-carbon defects.. Scope note: The exact 0.05% threshold should be verified from a source using comparable alloy composition and measurement basis. ↩
"The Effect of Carbon Content on the Microstructure and Mechanical ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9415848/. Materials-science references on cemented carbides support that carbon-deficient WC-Co alloys can form eta phases, which are generally associated with embrittlement and reduced mechanical performance. Evidence role: mechanism; source type: paper. Supports: Decarburization in cemented carbide can produce brittle eta-phase structures.. Scope note: The severity of embrittlement depends on eta-phase amount, binder content, and carbide grade. ↩
"Enhanced Coarse-Grained WC-Co(Ce) Cemented Carbide ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10455982/. Technical literature on cemented carbides supports that excess carbon may precipitate graphite and that graphite inclusions can impair strength and reliability of WC-Co materials. Evidence role: mechanism; source type: paper. Supports: Excess carbon can produce free graphite that weakens cemented carbide tools.. Scope note: The effect on tool performance varies with graphite amount, distribution, grain size, and service conditions. ↩
"Sinter", https://en.wikipedia.org/wiki/Sinter. Sources on sinter-HIP and hot isostatic pressing support that applying gas pressure during or after sintering can close residual pores and increase density in cemented carbides. Evidence role: definition; source type: research. Supports: Sinter-HIP uses pressure-assisted sintering to reduce porosity and improve density.. Scope note: Sinter-HIP and post-sinter HIP are related but not identical processes, so the source should match the process terminology used in the article. ↩
"Novel Cemented Carbide Inserts for Metal Grooving Applications", https://pmc.ncbi.nlm.nih.gov/articles/PMC12348626/. Research on cemented carbide microstructure and porosity supports that higher density and lower residual porosity are associated with improved mechanical strength and toughness, which are relevant to cutting-tool impact loading. Evidence role: mechanism; source type: paper. Supports: Dense cemented carbide substrates improve toughness and resistance to machining loads.. Scope note: The source would support the materials-property relationship, not directly predict tool life in every machining operation. ↩
"Physical vapor deposition - Wikipedia", https://en.wikipedia.org/wiki/Physical_vapor_deposition. An authoritative materials or encyclopedia source can define physical vapor deposition and chemical vapor deposition as common methods for depositing hard coatings on cutting tools. Evidence role: definition; source type: encyclopedia. Supports: PVD and CVD are recognized coating processes used for cutting tools.. Scope note: A definition source would explain the processes but not evaluate any specific coating’s performance. ↩
"Mechanical Performance of AlCrSiN and AlTiSiN Coatings on ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9741020/. Cutting-tool coating research supports that coating adhesion, oxidation resistance, and thermal stability influence wear behavior and tool life during high-temperature machining of nickel-based superalloys. Evidence role: mechanism; source type: paper. Supports: Coating adhesion and thermal/chemical stability affect tool life when machining Inconel or similar high-temperature alloys.. Scope note: This supports the general mechanism for coated tools and does not establish the performance of a particular proprietary coating. ↩
"The Effects of TiAlN and TiN Coating during End Milling of INCONEL ...", https://www.academia.edu/48344017/The_Effects_of_TiAlN_and_TiN_Coating_during_End_Milling_of_INCONEL_718. Comparative machining studies of AlTiN or related PVD coatings on nickel-based superalloys can support that nominally similar coating classes may show substantially different tool wear and life depending on coating architecture and deposition conditions. Evidence role: case_reference; source type: paper. Supports: Tools with the same nominal AlTiN coating label can differ substantially in tool life when machining Inconel.. Scope note: A published study may demonstrate variation under specific cutting parameters rather than a universal multi-fold difference for all AlTiN tools. ↩
"Effect of Substrate Pretreatment Process on the Cutting Performance ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864091/. Coating-adhesion research supports that substrate surface preparation, multilayer coating design, and deposition parameters affect adhesion and wear behavior of hard coatings on carbide tools. Evidence role: mechanism; source type: paper. Supports: Substrate pretreatment, coating-layer design, and application parameters influence coating adhesion and tool performance.. Scope note: The source would support these variables as important factors, not validate the article’s specific in-house coating process. ↩
"[PDF] Machinability of High Mn Steel Using Tool Life Criteria", https://digitalcommons.chapman.edu/cgi/viewcontent.cgi?article=1177&context=engineering_articles. Machining studies on cutting-edge preparation support that honed or rounded cutting edges can improve edge stability and tool life in hard machining compared with untreated sharp edges. Evidence role: expert_consensus; source type: paper. Supports: A maximally sharp cutting edge is not always optimal for hard materials.. Scope note: The optimal edge radius depends on workpiece material, tool geometry, coating, feed, and cutting speed. ↩