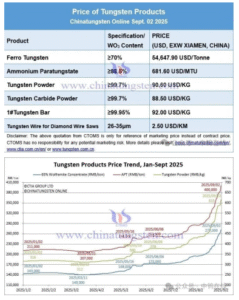
I see many buyers focus on unit price first, but cost per part rises fast when inserts wear early, dimensions drift, or stock planning breaks down. I use a more practical buying framework to control total machining cost.
Carbide inserts help control cost per part when buyers evaluate tool life, dimensional consistency, standard sizing, and trial performance under real cutting conditions. For B2B turning and milling, the best choice is the insert that lowers downtime, stabilizes quality, and fits repeat purchasing plans.
That is why I never look at one metric alone. A smart purchase decision ties machining performance to inventory pressure, line stability, and qualification speed before the first bulk order is placed.
How standard insert sizes simplify distributor inventory planning?
I often find that distributors lose margin not on sales, but on slow-moving SKUs. Standard insert sizes make stocking decisions easier and reduce dead inventory.
Standard carbide insert sizes simplify distributor inventory planning by reducing SKU complexity, improving reorder accuracy, and supporting faster substitution across common holder systems. This helps distributors serve more customers with leaner stock while lowering storage risk and urgent replenishment costs.
When I talk with tool distributors, I usually hear the same concern: too many part numbers, too little certainty about what will move first. That is where standard insert sizes create real commercial value. A distributor that focuses on widely used geometries and standard dimensions can stock deeper on the items customers reorder most often, instead of spreading capital across dozens of low-turnover variants.
In practice, standardization helps in three ways:
• It reduces SKU overlap between turning and milling programs.
• It makes forecasting easier because repeat demand is easier to read.
• It shortens response time when an end user needs a fast replacement.
I have seen this matter especially in export markets where lead time uncertainty can damage dealer relationships. In India, Turkey, and Southeast Asia, many buyers want a dependable supply of common insert types before they commit to broader cooperation. A distributor who keeps standard sizes on hand can support workshops that buy by application, not by long technical code. That improves service speed and protects margin.
For example, if a dealer stocks standard turning inserts used in general steel machining, one item may cover maintenance work, automotive subcontracting, and small-batch production. That is much more efficient than carrying several niche dimensions with limited holder compatibility. I also see a branding advantage here. When dimensions follow common standards and quality stays stable, distributors can build private-label programs more confidently because replenishment is easier to manage and customer complaints are easier to resolve.
Why consistent dimensions matter in CNC machining repeatability?
I have learned that repeatability problems rarely begin with programming alone. Small dimensional variation in the insert itself can quietly turn a stable CNC process into a costly one.
Consistent carbide insert dimensions improve CNC machining repeatability by keeping edge position, clamping stability, and cutting behavior predictable from one insert to the next. This reduces offset corrections, lowers scrap risk, and helps production teams maintain stable part quality over longer runs.
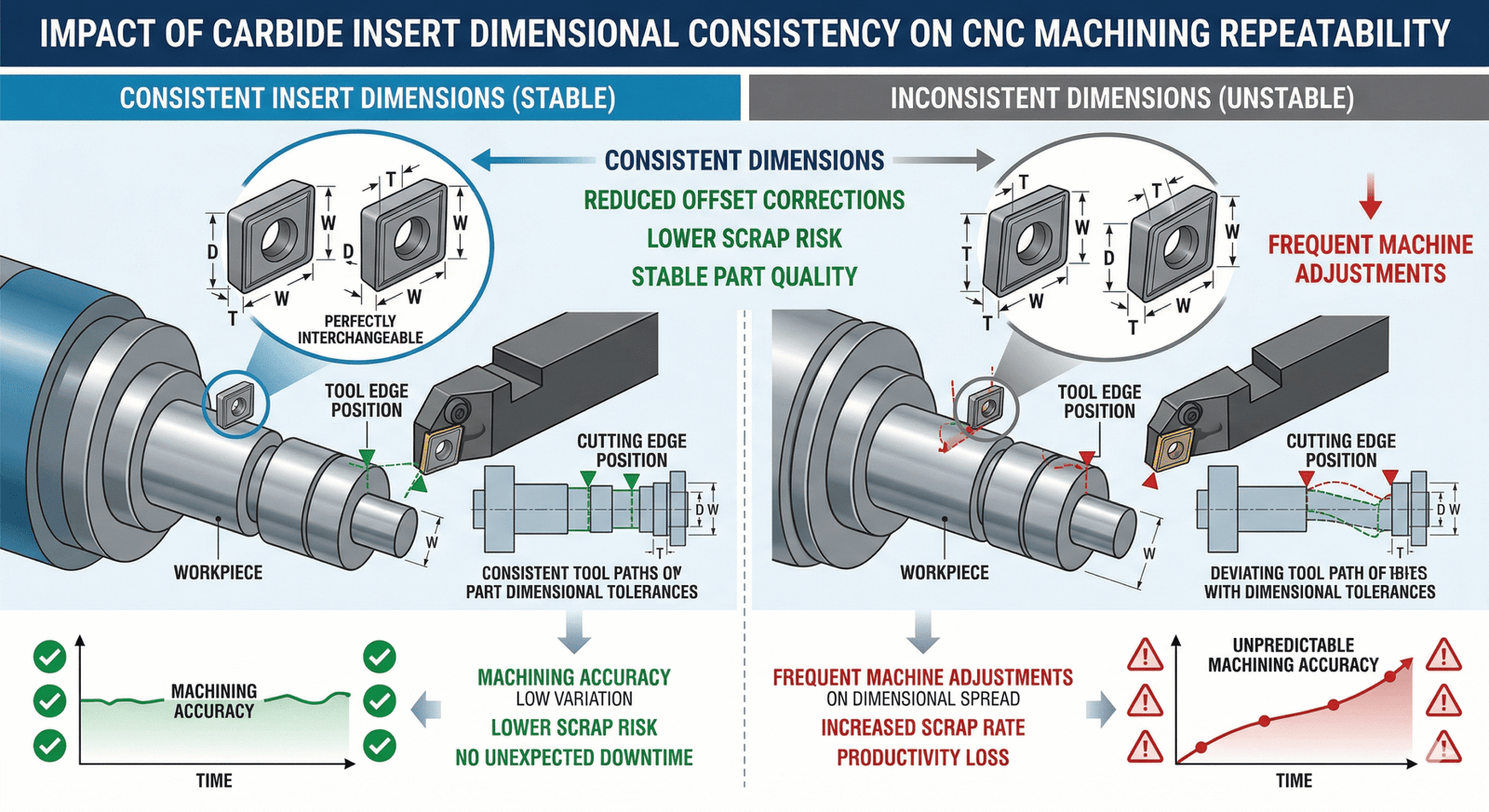
In CNC machining, repeatability is not only about the machine, the holder, or the operator. I see insert consistency as one of the hidden foundations of process control. If thickness, corner radius, hole location, or edge preparation varies too much from batch to batch, the cutting edge no longer sits in the same position. Then the operator starts compensating with offsets, extra checks, and more frequent tool changes.
That creates a chain reaction. Surface finish may shift. Bore size may drift. Tool life comparisons become unreliable because each insert is no longer starting from the same baseline. For buyers running automotive, mold, or electronics components, that kind of instability is expensive because the scrap cost is usually higher than the insert cost.
I prefer to evaluate dimensional consistency through actual process behavior:
• Does the new insert require repeated offset adjustment?
• Is edge-to-edge variation low enough for unattended machining?
• Can operators change inserts without revalidating the entire setup?
When the answer is yes, repeatability improves across the whole cell. That matters even more in multi-machine environments where one qualified insert grade may be used on several part families. In my view, accurate and consistent insert dimensions are not only a quality feature. They are a production efficiency feature. They reduce trial-and-error, protect part quality, and make machining data easier to trust across shifts and reorder cycles.
Comparing carbide insert life across steel, stainless steel, and cast iron?
I do not compare insert life with one universal number. Steel, stainless steel, and cast iron challenge the cutting edge in very different ways.
Carbide insert life varies by workpiece material because heat, abrasion, adhesion, and cutting forces change from steel to stainless steel to cast iron. Buyers should compare inserts under matched speeds, feeds, and depth of cut to measure true cost-per-part performance.
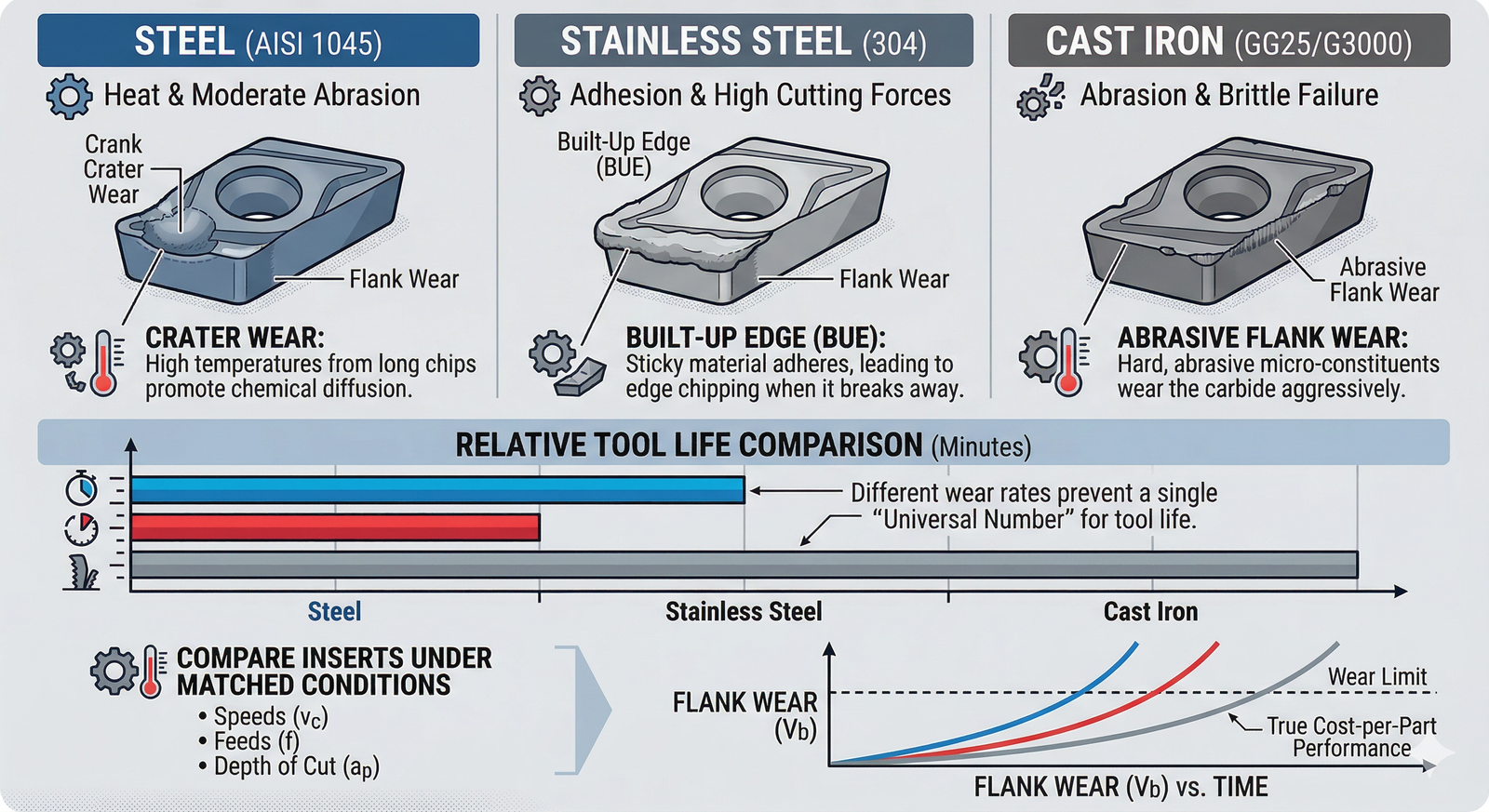
One of the most common mistakes I see is asking for one tool life figure without defining the cutting condition or workpiece material. That approach almost always leads to poor decisions. A carbide insert that performs very well in cast iron may not deliver the same balance of wear resistance and toughness in stainless steel. In the same way, an insert optimized for general steel turning may struggle when heat concentration and built-up edge become more aggressive.
I usually frame the comparison like this:
• Steel often rewards a balanced grade that combines wear resistance with dependable edge strength.
• Stainless steel usually demands better heat resistance, stronger edge security, and closer chip control.
• Cast iron often favors abrasion resistance and stable wear patterns at productive cutting speeds.
That means buyers should never compare insert life by supplier brochure alone. I prefer a controlled shop-floor test using the same machine, holder, coolant condition, and cutting path. Then I look at flank wear, crater wear, edge chipping, surface finish, and part count before indexing.
Cost per part becomes much clearer when the test reflects the real production mix. A lower-cost insert may be the best choice in short-run steel machining, while a higher-stability grade may win in stainless work because it reduces unplanned stoppage. For distributors and purchasing teams, the goal is not to chase the longest life in theory. It is to match grade behavior to the customer’s main material so the insert performs predictably where it earns money.
Free sample testing methods for cutting tool qualification?
I believe free samples are valuable only when the test method is disciplined. Without a clear qualification plan, sample feedback becomes subjective and hard to use.
Free sample testing qualifies carbide inserts best when buyers use fixed cutting parameters, clear wear criteria, and side-by-side comparison against the current tool. A structured test reveals whether the insert can reduce downtime, maintain quality, and support future bulk purchasing decisions.
Free samples can speed up supplier selection, but only if the test is designed to answer a purchasing question. I usually recommend that buyers treat sample testing as a mini qualification project rather than a casual machine trial. That is especially useful when the supplier offers free samples in limited quantities, because every insert tested should produce decision-quality data.
A practical method is simple. Start with one benchmark tool that the production team already trusts. Run the sample insert under the same workpiece material, holder, machine, coolant condition, and cutting parameters whenever possible. Then record part count, wear form, dimensional stability, surface finish, and operator feedback. If the application includes interrupted cutting or heavy load, document chipping resistance separately.
I like to structure qualification around four checkpoints:
• Initial stability after the first few parts
• Wear pattern after a defined batch size
• Final part quality before indexing or failure
• Total downtime impact versus the current supplier
This method helps production engineers, dealers, and purchasing officers speak the same language. Instead of saying the insert feels good, the team can say it produced a certain number of acceptable parts with fewer adjustments. That is the kind of evidence that supports a trial order, a distributor stock decision, or a long-term sourcing change. A free sample is not just a sales tool. Used correctly, it is a low-risk way to qualify machining value before scaling up.
Conclusion
The best carbide insert decision comes from balancing machining stability, tool life, and stock efficiency. When I evaluate inserts through cost per part instead of unit price alone, B2B purchasing becomes clearer and far more practical.